

")






如今,由于许多工业设备,如热交换器、蒸汽汽轮机、冷凝器、空气冷却器或锅炉都由数千根金属管组成,管板焊接正成为一项必不可少的生产工艺。这些管状结构通常组装在厚金属板,并通过TIG焊接(GTAW)获得最佳性能和持久寿命。自动管板焊接已经取代手工焊,提高了管与管板连接的生产效率,并使其具有可重复性,当然也缩短了工业管换热器的生产时间。
轨道式管对管板焊接:应用与设备
管板焊接应用
管对管板 轨道式焊接用于制造各种工业锅炉和管式换热器,但是最重的设备是在化工或石化工厂和电站内发现的。管对管板焊接应用几乎涉及所有可焊金属和合金,管子直径范围12.7 mm至101.6 mm (2"),壁厚0.5 mm至5 mm。大部分管子直径介于19.05mm至38.1mm之间,壁厚1.65mm至3.4mm。


轨道式管板自动焊接设备
根据不同应用和所期望的自动化程度,选择不同类型的自动管板焊机:
- 三轴控制自动管板焊机(焊接气体,焊接电流,焊炬旋转)包含一个带控制器的焊接电源和一个封闭式管板焊接机头,可用于不填丝自熔焊接。
- 四轴控制管板自动焊机 (焊接气体,焊接电流,焊炬旋转,送丝)包含一个带控制器的焊接电源和一个开放式管板焊接机头,该设备尤其适用于单层焊接。如果是两层工艺只能通过单独步骤来实现。
- 五轴控制管板自动氩弧焊机 (焊接气体,焊接电流,焊炬旋转,送丝,AVC弧长自动跟踪) 包含一个6轴控制焊接电源和一个带AVC功能的焊接机头TS8/75。使用该设备,可以实现填丝焊接的多道连接,不同焊道间焊炬的抬升可以通过编程控制,无需中断焊接过程。
- 六轴控制自动管板焊接设备 (焊接气体,焊接电流,焊炬旋转,送丝,AVC弧长自动跟踪,焊炬摆动控制) 包含一个带PC的焊接电源和一个SPX紧凑型管板焊接机头TIG20/160。设备可实现多层焊道的连续焊接(两或多层)。焊炬高度和旋转半径(偏移量)可编程控制并自动调节。
轨道式管对管板焊接:焊前准备
焊前准备特定要求:
在轨道式管对管板TIG焊接中,焊前准备对焊接成功有很大影响:
- 管子必须是无缝的或有平整的焊缝。
- J型坡口准备,确保管子边缘母材的可靠熔化,特别是在垂直向下位置。
- 如果要求良好的热传导,管和孔之间的间隙可以通过管的轻微膨胀来消除。
- 管与管板之间的接触区必须清洁,以避免形成不可接受的气孔。
- 在自动焊之前,绝对不能对管板内的管子进行完全膨胀,因为这会导致爆炸性的脱气效应。
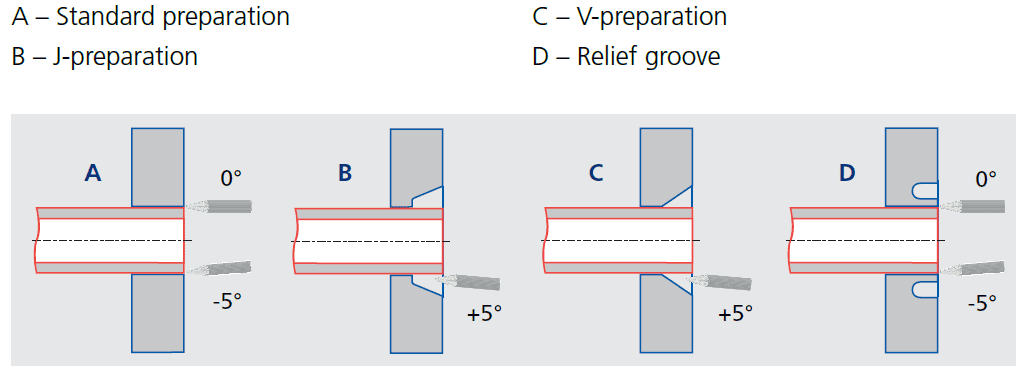
齐平管与管板焊接
根据不同的应用,齐平管的轨道式TIG管板焊接使用自熔或填丝都是可能的。不同的接头设计如下:
- 标准坡口
- J型坡口
- V型坡口
- 背部缓释坡口
齐平管自熔管板焊接
大多数情况下,焊接齐平管采用标准坡口形式。对于管径在10毫米至32毫米的管对管板自熔焊接应用,使用专门开发的焊接机头,全自动执行完整的焊接程序。
齐平管填丝管板焊接
可采用四轴或五轴焊接设备。开放式管对管板焊机需要具备以下配置:
- 一体式或外置送丝机
- 带或不带AVC
- 带或不带保护气罩
- 0° 或15°焊炬.
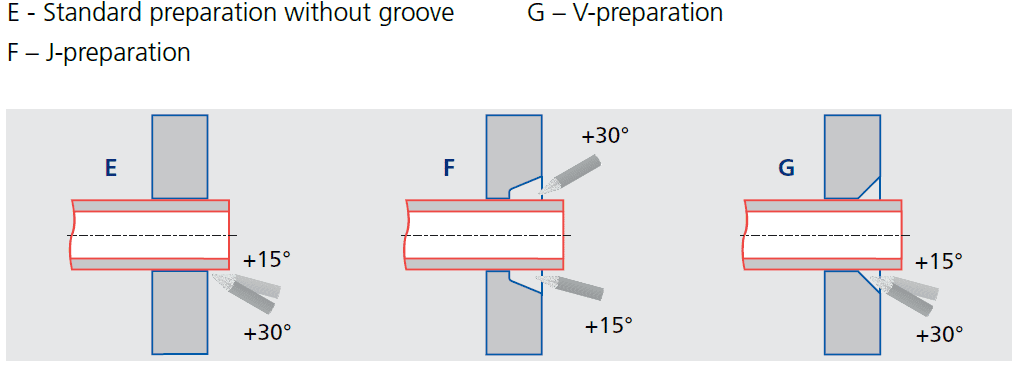
外伸管与管板焊接
外伸管总是采用填丝焊接,但自熔焊打底,可采用不同的接头形式:标准不带坡口,J型坡口或V型坡口。
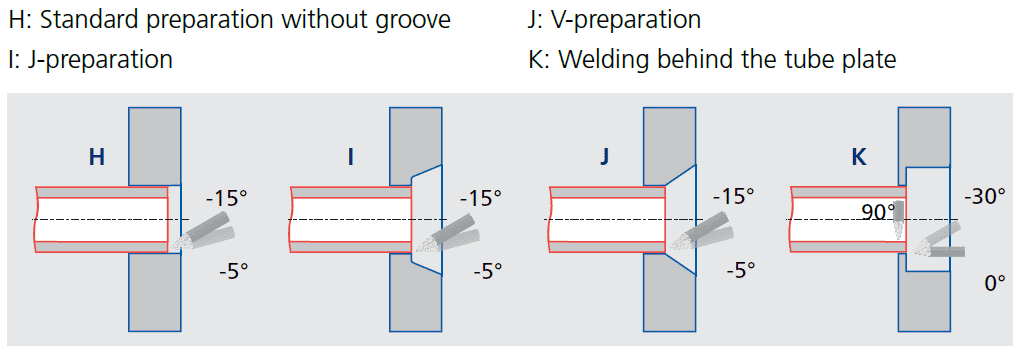
内缩管与管板焊接
接头设计可以为: 标准不带坡口,J型坡口,V型坡口,管板背部焊接/管板内孔焊接(石化行业经常使用)。
我们是谁
POLYSOUDE专注于新型弧焊解决方案的设计,开发和制造。该品牌在3个核心领域具有突出竞争优势:轨道式管管管板TIG焊机、自动化TIG和等离子焊接解决方案以及TIGer™双钨极堆焊设备。
POLYSOUDE 1961年成立,位于南特,生产各种电源和轨道式管管管板自动焊接设备,如各种开放式和封闭式焊接机头。作为TIG自动焊机厂家、自动焊接专机厂家,我们还提供广泛的服务,如焊机校准和培训。
如今,作为一家面向智能工厂的管焊机、管板焊机厂家,堆焊设备厂家,我们的产品设计均能满足工业4.0需要。