

")






管和管道的堆焊交钥匙解决方案
管和管道堆焊焊炬和焊枪
耐腐蚀合金产品的TIG单钨极/TIGer双钨极堆焊
为了将低合金碳钢的强度和CRA的耐腐蚀性能加以结合,可在碳锰钢管的内壁覆盖上一层合适的抗腐蚀合金层。如果采用堆焊技术,外管母材与内部熔敷层可实现完美结合。CRA耐腐蚀合金堆焊钢管的特性就是主管与内部CRA层之间的牢固冶金结合,因此可以满足较高质量标准。
为了将低合金碳钢的强度和CRA的耐腐蚀性能加以结合,可在碳锰钢管的内壁覆盖上一层合适的抗腐蚀合金层。如果采用堆焊技术,外管母材与内部熔敷层可实现完美结合。CRA耐腐蚀合金堆焊钢管的特性就是主管与内部CRA层之间的牢固冶金结合,因此可以满足较高质量标准。
 点击查看详细产品
点击查看详细产品水平堆焊
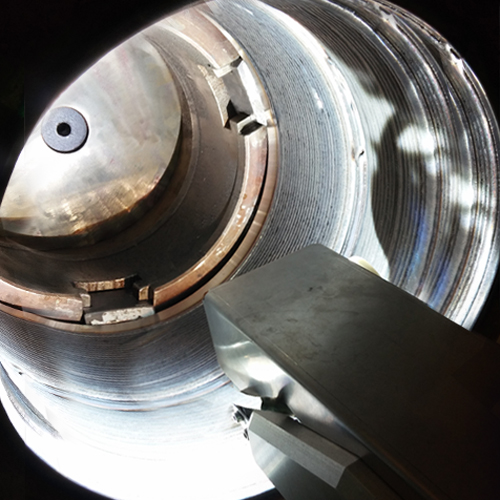
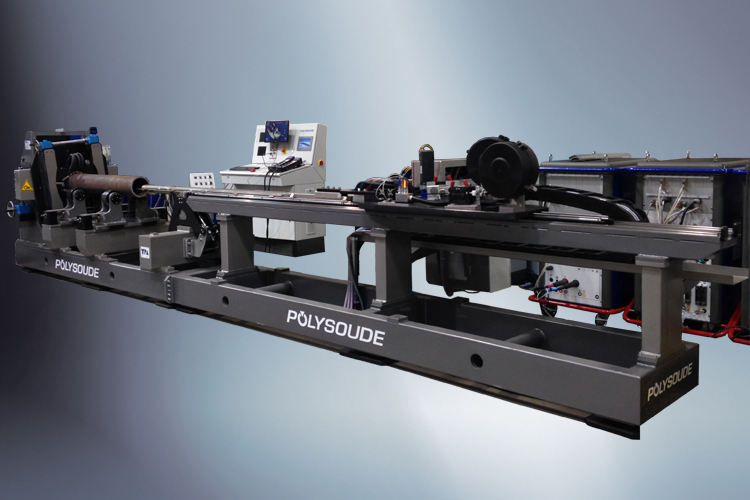
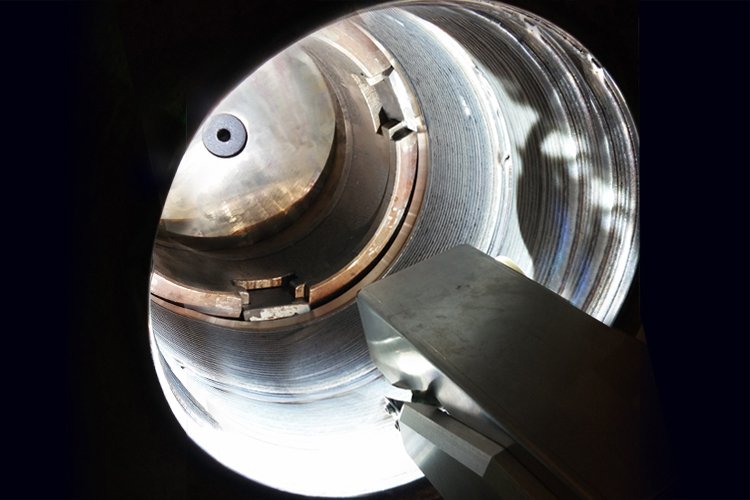
进行长管内壁CRA耐腐蚀合金层堆焊时,带有送丝装置的焊炬安装在焊枪端部,由钢丝绳引导进入管子内壁,水平定位的管子则围绕自身的纵向轴线旋转。TIGer,由Polysoude研发的双钨极TIG钨极氩弧堆焊工艺,可确保获得光滑的耐腐蚀层表面,较低的熔敷层与母材间的稀释率,可靠的堆焊结果,大大提高生产率。


 点击查看详细产品
点击查看详细产品综合设计系统
堆焊设备的性能取决于堆焊焊炬或焊枪的暂载率和可靠性。Polysoude的核心业务在于:通过开发特定的焊接和堆焊焊炬来实现TIG钨极氩弧焊技术以及双钨极技术的优化效果。当新的焊枪设计完成,基本功能例如暂载率,气体保护,视频监控等性能水平的验证是至关重要的。
为了克服满足特定客户要求时可能遇到的制约,可以设计多个不同版本。Polysoude利用其既有设计经验优势,通过开发工业化的标准焊枪系列,解决了成本和时间问题,并且能够确保产品的可靠性。焊炬和焊枪设计包括摄像解决方案,确保对焊接过程的持续监控,从而确保易操作性和零瑕疵。




管和管道堆焊应用案例 TIG钨极氩弧堆焊工艺 在CRA耐腐蚀合金堆焊钢管生产中扮演着越来越重要的角色。众所周知,该工艺可获得光滑一致的表面效果,厚度变化小。堆焊层拥有“零缺陷”特性:无气孔,无未熔合,尤其是低稀释率。
这里的堆焊指的是在部件表面进行堆焊以保护他们免受腐蚀和侵蚀。锅炉管的腐蚀和冲蚀是大多数工业锅炉普遍存在的问题。
堆焊是复合的一种,是使用焊接的方式将一种材料熔化到另一种不同材料的表面上。耐磨堆焊/耐腐蚀堆焊是为了保护母材不受磨损或腐蚀环境的影响。可以是一种或多种金属通过焊接的方式熔敷至母材表面。
复合是将不同的金属结合在一起。作为一种将金属固定在一起的方法,它不同于熔焊或粘合。复合通常是通过模具挤压两种金属,以及在高压下压制或轧制板材来实现的。