

")





也被称为钨极气体保护电弧焊(GTAW)的钨极惰性气体焊接(TIG)使用非消耗性钨电极在电极和母材之间产生电弧。电弧形成一个熔池,将两个金属工件连接在一起(例如管与管焊接,管与管件,管与管板…)。根据工件的厚度,冷丝或热丝被输送至焊接区域,并摆动进入熔池(例如厚壁管,管接头对接,管对管板,窄间隙焊接……)。TIG焊接的成功取决于许多因素,其中之一就是使用正确类型和尺寸的电极。
电极的类型
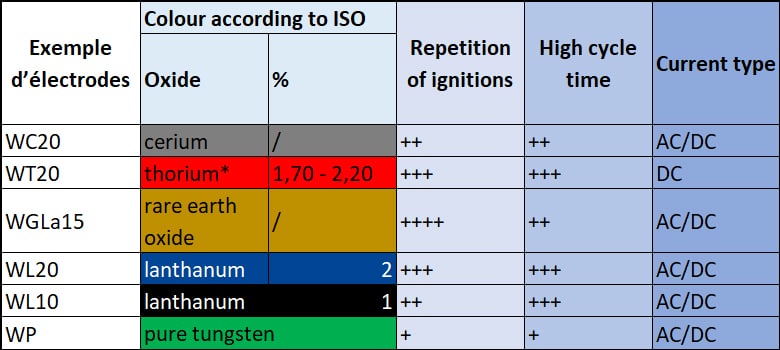
钨是一种熔点为3410°C的的难熔性金属。它能承受电弧的热量,即使变红了也能保持硬度。过去,钍钨电极广泛用于TIG焊接,但由于钍是 低放射性元素,需要特殊的磨削工具,以确保磨削颗粒的安全处置。今天,不同的合金钨电极成为******,例如没有任何放射性的铈钨或镧钨,其性能也可与钍钨电极相媲美。这就产生了根据ISO标准26848(见下表)识别的颜色编码(显示在电极端部).

电极准备
为了保持恒定和紧凑的焊接电弧,用于机械化或自动化焊接的钨电极端部需要被磨削成锥形。电极直径、磨削角度A以及尖部 平端直径M取决于焊接电流强度。 研磨角度“A”应在18°~ 30°之间,磨平的尖端直径应在0.1 mm ~ 0.5 mm之间。焊接电流强度大则要求更大的磨削角度和更大的平端直径。
电极的长度必须根据焊接机头的类型、管子外径和特定弧长来计算和切割。许多情况下,即使使用钨极磨削机也很难在现场制备出所需的精度。在市场上购买现成的加工好的电极通常被认为是一种有效和经济的解决方案。
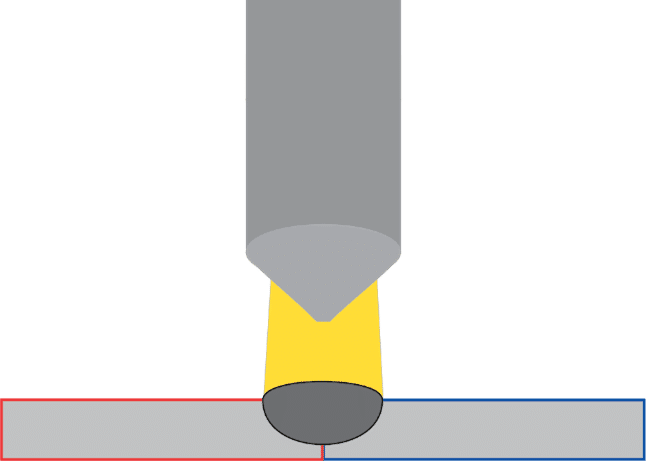
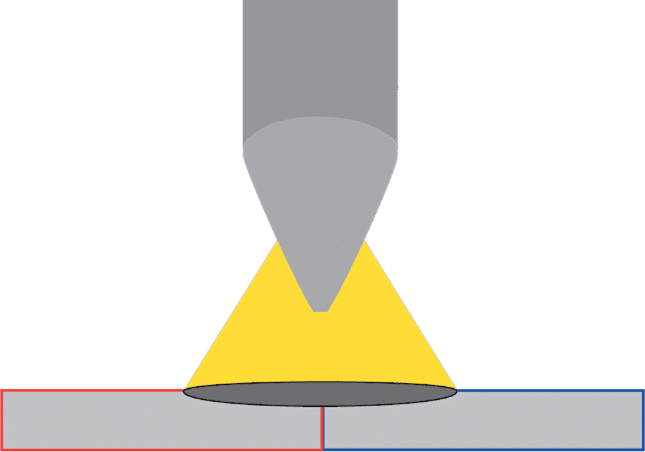
锥体对电弧形状,进而对熔池,渗透的影响,(钨极至工件距离固定,无摆动)。电极的几何形状直接影响电弧高度,进而影响熔池的几何形态。对于相同的应用,电极几何形状必须始终保持一致(自动弧长跟踪控制)。
专家信息:
钨电极应经常进行预防性的更换,这样可以避免相当数量的焊接问题和缺陷(电弧不稳定,起弧困难)。精细应用有时需要在每次焊接后更换电极。
钨极磨削机
为了获得精确的端部准备和足够的重复精度,以保持稳定的电弧和熔深,应使用专用钨极磨削机。
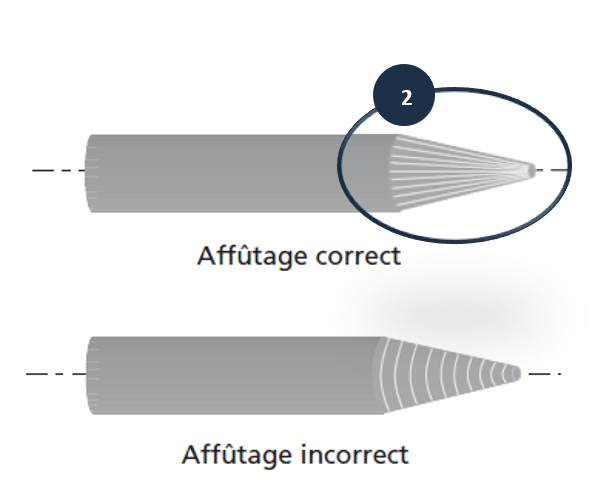
磨削机的设计必须确保锥形部分上的磨痕与电极的颗粒结构对齐:纵向。这能保证更好的起弧效果,改善电弧稳定性。

1-焊接电流越大,直径和端部平头越大。
2- 平行于电极轴线的磨削凹槽=更佳起弧效果和维持效果(避免电极上的沉积=枝晶)。